木門生產工藝流程
1、木料干燥
進廠的原料板材(含水率約為60-70%),裝入干燥窯進行噴蒸、干燥。板材質地、厚度不同,季節不同,噴蒸干燥的溫度、時間及穩定的時間也不同。一般噴蒸的時間約15min,加熱干燥的時間約25-30d,干燥后的板材含水率約10-14%。
噴蒸及加熱干燥用蒸汽由項目新上的4t/h燃煤蒸汽鍋爐提供。加熱干燥過程中,根據工藝技術控制要求,需不定時打開干燥窯排潮窗,排放干燥窯內的蒸氣。
2、下料:
(1)粗裁時,長寬各加大10mm;(需修整)
(2)如組合下料,注明木皮材質,標明何種門型組合;
3、組框
(1)四角方正,長寬各加大10MM
(2)外框寬度規格為800-2000MM,表板為6MM中密度板,中間填充邵爾蘭特中空創花板。
(3)加鎖木,也可用鎖盒。
(4)組框時如是玻璃門,確定玻璃大小及位置
(5)骨架做防變形處理后,上壓機壓平
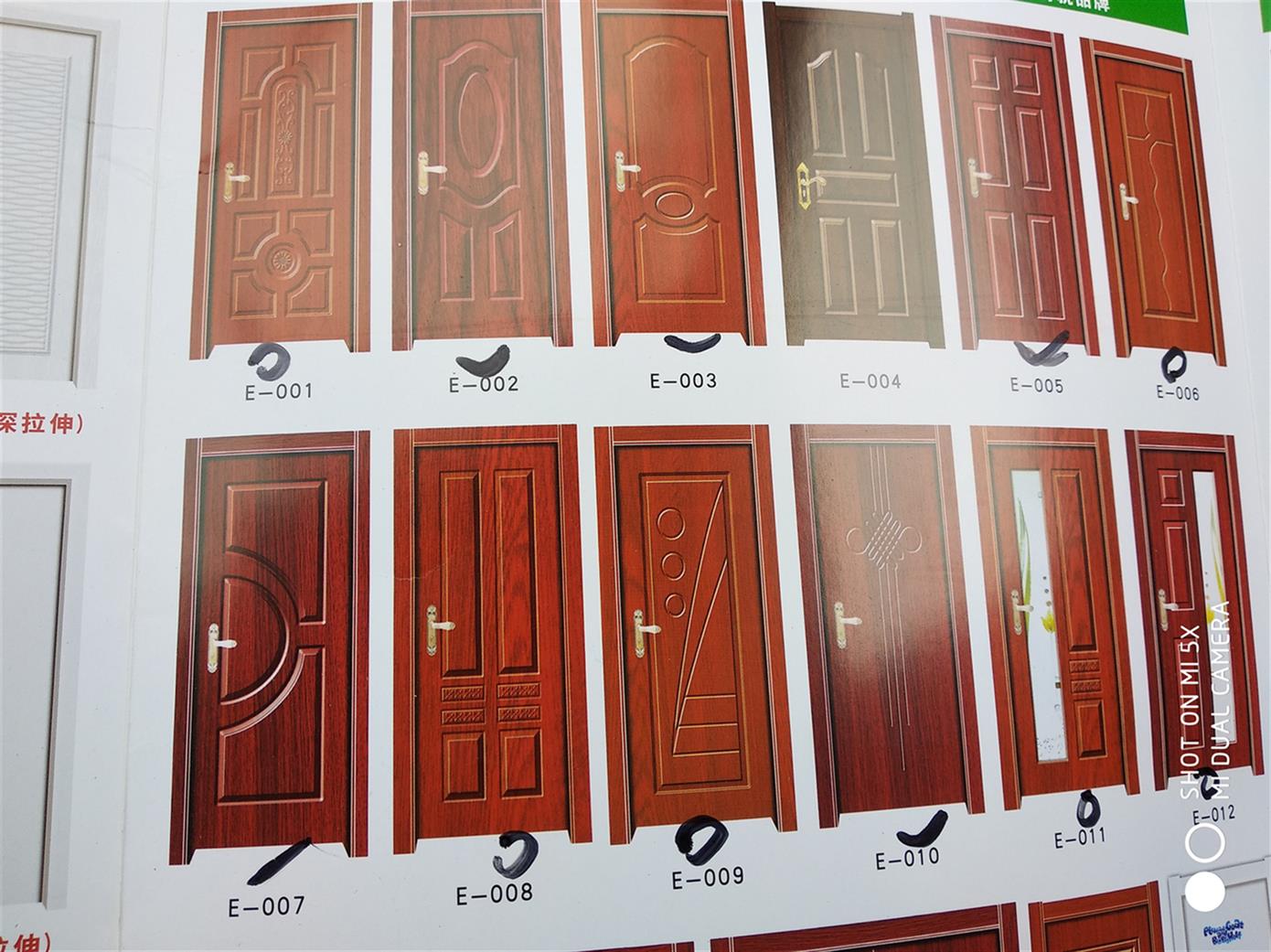
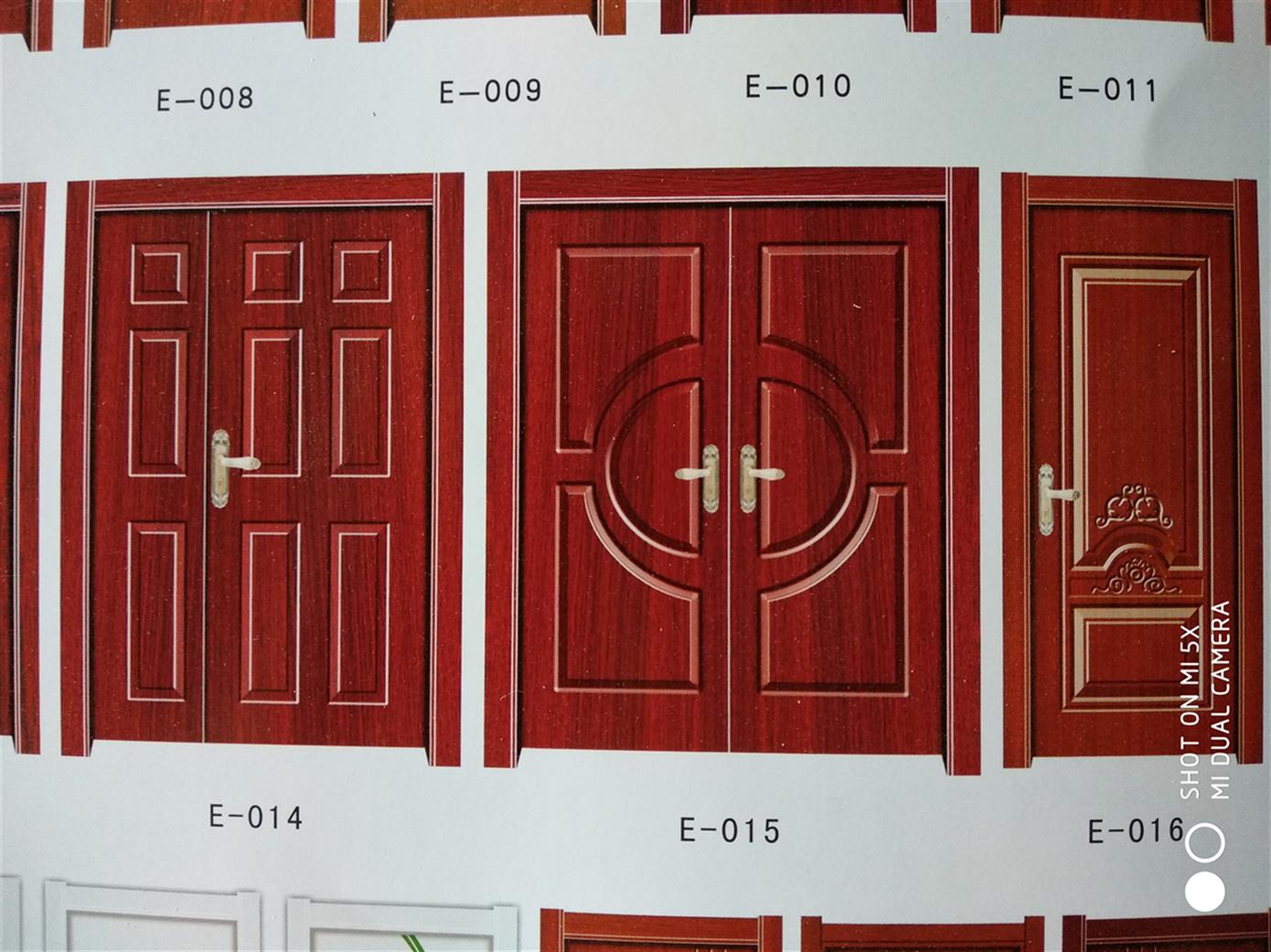
鋼木門特色:采用優質的鋼板壓花及木質內筋復合而成,款式新穎,顏色豐潤。
清除木門表面污跡時,可采用哈氣打濕后,用軟布擦試,用硬布很容易劃傷表面,污跡太重時可使用中性清洗劑,牙膏或家具專用清洗劑,去污后,立即擦試干凈。
為保持木門表面光澤和使用壽命,應定期進行清潔,除塵,可使用專用的養護液對其表面進行養護。
在清除木門上的灰塵時,不便用軟棉布擦除時,可采用吸塵器進行清除。
注意浸過中性試劑或有水的抹布不要在木門表面長時間放置,否則會浸害表面,使飾面材料變色或剝離。
使用木門時,不要在門扇上懸掛過重的物品或避免尖銳的物品磕碰、劃傷,開啟或關閉門扇時,不要用力過猛或開啟角度過大。
試裝
(1)門飾線接角嚴密,不得離縫;
(2)門扇與門套緊密貼合,平整,不得離縫;
(3)門扇不得有間隙晃動;
油漆
(1)打磨前,需對白坯進行檢查,對于脫膠、鼓泡、劃傷、碰缺產品不加工;
(2)白坯需打磨光滑、釘眼、縫隙需填實;
(3)底漆需噴均勻,并檢查有無脫膠、鼓泡,待干燥后打磨;
(4)噴面漆時不得有顆粒、流掛、起皮、光澤符合客戶要求;

-/gjigbj/-
http://m.qjpaper.com


























